Stand der Technik
Stahl Spundwand sind lange Strukturteile mit einem Verriegelungssystem ausgestattet, das Mauern bauen kontinuierliche Halte ermöglicht. Die häufigsten Spundwand Abschnitte sind: Z-Profile, U-Profile, Ω-Abschnitte, Flachbahnabschnitte und H oder Doppel-T-Abschnitte.
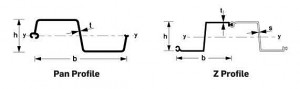
Z-Abschnitt Spundwand einen ersten Flansch, einen zweiten Flansch, der mit dem ersten Flansch im wesentlichen parallel ist, eine geneigte Bahn, eine erste Ecke der Bahn auf dem ersten Flansch verbindet, eine zweite Ecke, um die Bahn auf den zweiten Flansch verbindet, wobei jeder der Ecken einen Öffnungswinkel α größer als 90 °, vorzugsweise im Bereich von 110 ° bis 140 °. Die Längskanten der Flansche sind im allgemeinen mit Kupplungsmitteln ausgestattet Zwecke zur Verriegelung. In deutlichem Gegensatz zu anderen Spundwand Abschnitte, Z-Abschnitt Spundwand nicht über eine Symmetrieebene.
Es ist im Stand der Technik bekannt Z Schnitt Spundwand durch ein Warmwalzverfahren zur Herstellung von Brammen ausgehend oder in jüngerer Zeit von Beam Blanks.
Das US-Patent. No. 5.671.630 offenbart ein Verfahren für eine solche Z-Abschnitt Spundwand aus einem Trägerrohling rollen. Gemäß diesem Verfahren wird eine Vorform der Spundwand wird mit gebogenem Vorformen der Bahn und den Flanschen gewalzt. Der gekrümmte Vorformling aus der Bahn umfasst: zwei Steg / Flansch Übergangsabschnitte, die im Wesentlichen flachen Abschnitte zu der Walzebene parallel; einen mittleren Abschnitt, der eine im Wesentlichen flache Abschnitt einen Winkel von etwa 60 ° mit der Walzebene ist; und zwei Bögen verbinden, die Steg / Flansch Übergangsabschnitte der schrägen Mittelteil verbindet. Die im wesentlichen “J” -förmigen Vorformen der Flansche erlauben die Kopplung rollen in die neutrale Rollebene der Nähe bedeutet. In einem letzten Walzschritt werden die gekrümmten Vorformen der Bahn und die Flansche begradigt den fertigen Z-Abschnitt Spundwand zu bilden.
Es ist in der Technik bekannt, die Walzen zum Walzen Z-Abschnitt Blechpfählen haben eine relativ kurze Lebensdauer verwendet gerillt. Aufgrund des Fehlens von Spiegelsymmetrie in ihrem Abschnitt, hat man eine Seite des Z-Abschnitt Spundwand in einer tiefen Rille der oberen Walze und der anderen Seite in einer tiefen Nut der unteren Walze zu erzeugen. Solche extremen Walzspaltkontur führen, daß die Walzenoberflächen werden schnell abgenutzt, und daß Möglichkeiten für ihre Nacharbeiten sind ziemlich begrenzt. Sie erhöhen auch das Risiko einer Roll Fraktur.
Es besteht daher ein Bedarf für ein Verfahren zum Walzen eines Z-Abschnitt Spundwand in dem die Walzen haben eine längere Lebensdauer und sind weniger zu einer Rolle Bruch ausgesetzt.
Zusammenfassung der Erfindung
Die Erfindung schlägt ein Verfahren zum Warmwalzen einer Z-Abschnitt Spundwand einen ersten Flansch, einen zweiten Flansch, der an dem ersten Flansch im wesentlichen parallel ist, eine geneigte Bahn, eine erste Ecke der Bahn auf dem ersten Flansch verbindet und eine zweite Ecke Füge die Bahn auf dem zweiten Flansch, wobei jede der Ecken einen Öffnungswinkel α größer als 90 °, vorzugsweise im Bereich von 110 ° bis 140 ° aufweist. Das vorgeschlagene Verfahren umfaßt die Schritte: (1) eine gebogene Vorform der Bahn in aufeinanderfolgenden Walzenspalten definiert durch mindestens ein Walzenpaar Walzen eine genutete obere Walze und eine gerillte untere Walze aufweist, wobei ein Vorformling aus der ersten Ecke und einem angrenzenden ersten Teil des gekrümmten Vorformlings der Bahn in einer ersten Nut der oberen Walze, in dem dieser beispielsweise gebildet hat seinen minimalen Durchmesser, und eine Vorform der zweiten Ecke und einem angrenzenden zweiten Teil des gekrümmten Vorformlings der Bahn in einer ersten Nut der unteren Walze, in denen letztere gebildet z.B. seinen minimalen Durchmesser; und (2) Richten anschließend den gekrümmten Vorformling der Bahn zwischen einer oberen Richtrolle und einer unteren Richtrolle. In Übereinstimmung mit einem Aspekt der vorliegenden Erfindung ist zumindest in der letzten Spalte Rolle der gekrümmten Vorform der Bahn rollen, wobei der Durchmesser der unteren Walze nimmt in einer diskontinuierlichen Weise in dem Intervall zwischen der ersten Nut in der oberen Walze und der ersten Nut in der unteren Walze und der Durchmesser der oberen Rolle zunimmt in komplementärer Weise. Abnehmend in einer diskontinuierlichen Weise bedeutet, dass der Durchmesser der unteren Walze verringert nicht kontinuierlich; das heißt es sind Zwischenabschnitte der unteren Walze in dem betreffenden Intervall, in dem die zunächst abnehmenden Durchmesser im Wesentlichen konstant bleibt und / oder in denen es erhöht, bevor er wieder abnimmt. Mit anderen Worten, in dem Intervall zwischen der ersten Nut in der oberen Walze und der ersten Nut in der unteren Walze, der Durchmesser der unteren Walze abnimmt z.B. in einer abgestuften Art und Weise und / oder in einer welligen Weise. Daraus folgt, dass weniger vertikalen Raum für das Walzen der Vorform der Bahn erforderlich ist; das heißt, die Mindestdurchmesser der beiden Walzen größer sein kann mit jedem bekannten Verfahren als Z-förmige Blechpfählen von Rollen. Folglich kann der Walzspaltkontur häufig nachgearbeitet werden wird, bevor die Mindestdurchmesser der Walzen über einen Grenzwert zu verringern. Weiterhin weniger tiefe Nuten in den Walzen ergeben sich auch in kleineren Walzmomente und in gleicher Oberflächengeschwindigkeiten entlang der Walzspaltkontur, d.h. in weniger mechanischen Verschleiß der Oberflächen der Walzen. Zusammengefasst mit dem vorgeschlagenen Verfahren die Rollen verschleißen weniger schneller und müssen weniger häufig überarbeitet werden, aber-aufgrund einer größeren minimalen Durchmesser kann sogar oft überarbeitet werden, als mit jedem bekannten Verfahren für Z-Abschnitt Spundwand rollen. Last but not least, weniger tiefe Rillen in den Rollen zu reduzieren auch erheblich das Risiko einer Roll Fraktur. Folglich kann bei dem vorgeschlagenen Verfahren erwartete Gesamtlebenszeit der Walzen wesentlich erhöht werden kann. Schließlich wird es ferner ersichtlich, dass das vorgeschlagene Verfahren ermöglicht es zum Walzen eines Z-Abschnitt Spundwand eine relativ dünne Bramme als Ausgangsprodukt verwendet wird.
In einer bevorzugten Ausführungsform ist der Durchmesser der unteren Rolle abnimmt, in dem Intervall zwischen der ersten Nut in der oberen Walze und der ersten Nut in der unteren Walze, in einer welligen Weise, so wie in diesem Intervall mindestens einen Zwischen haben Maximalwert und ein Zwischenminimalwert. Das bedeutet zum Beispiel daß ein dritter Teil des gekrümmten Vorformlings der Bahn, die zwischen dem ersten Teil und dem zweiten Teil gebildet wird teilweise in einer zweiten Nut der unteren Walze, und teilweise in einer zweiten Nut der oberen Walze befindet. Aufgrund der Tatsache, dass Walzen des gekrümmten Vorformlings der Bahn auf mindestens zwei Nuten in der oberen Walze und mindestens zwei Nuten in der unteren Walze zugeordnet ist, können diese Nuten weniger tief, kann also die Mindestdurchmesser der beiden Walzen größer sein.
In einer weiteren Ausführungsform wird in dem Intervall zwischen der ersten Nut in der oberen Walze und der ersten Nut in der unteren Walze, der Durchmesser der unteren Walze sinkt dann konstant bleibt, bevor eine weitere abnimmt. Das bedeutet zum Beispiel daß ein dritter Teil des gekrümmten Vorformlings der Bahn, die zwischen dem ersten Teil und dem zweiten Teil angeordnet ist, ist zwischen im wesentlichen zylindrischen Abschnitten der oberen Walze und der unteren Walze gebildet ist. Aufgrund der Tatsache, dass der mittlere Abschnitt des gekrümmten Vorformlings der Bahn gerollt-at wird dest teilweise zwischen den im wesentlichen zylindrischen Rollenabschnitte, weniger vertikalen Raum für das Walzen der Vorform der Bahn erforderlich ist; das heißt, die Mindestdurchmesser der beiden Walzen größer sein kann mit jedem bekannten Verfahren als Z-förmige Blechpfählen von Rollen.
Wenn die Mittellinie einer Rolle wird als die Achse (Linie) definiert, um welche die Walze dreht (dh die Linie zwei Lagerzapfen der Walze durch die Zentren der vorbei) und der Nenndurchmesser einer Walze in einem Walzenpaar definiert ist als der minimale senkrechte Abstand zwischen den Mittellinien der Walzen des Walzenpaares ist, ist der minimale Durchmesser der unteren Walze in ihrer-vorgenannten-zweite Nut vorzugsweise kleiner als der Nenndurchmesser der unteren Walze und vorzugsweise größer als die minimale Durchmesser der unteren Walze in der ersten Nut; und / oder der Mindestdurchmesser der oberen Walze in ihrer vorgenannten–Sekunden- Nut ist vorzugsweise kleiner als der Nenndurchmesser der oberen Walze und vorzugsweise größer als der minimale Durchmesser der oberen Walze in seiner ersten Nut.
(This article comes from FreePatentsOnline.com editor released)